Технологический процесс изготовления бронзового болта М36 на токарных и фрезерных станках с ЧПУ
Подробное описание последовательности операций для изготовления болта М36 из бронзового прутка на токарных и фрезерных станках с ЧПУ с разработкой эскизов, выбором инструмента и расчетом норм времени.
Пошаговая инструкция по производству крепежа из цветного металла на оборудовании с числовым программным управлением
Как подготовить чертеж и эскизы для написания технологического процесса?
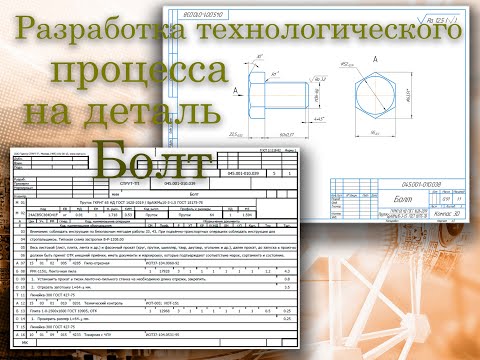
Для начала необходимо прочитать чертеж детали, определить размеры, материал и другие данные. Затем в программе КОМПАС нужно сделать эскизы для каждой операции обработки с указанием установки, обрабатываемых поверхностей и размеров. Эскизы можно вставлять прямо в технологический процесс.
Как рассчитать необходимое количество материала для изготовления детали?
В программе ТехноПро сначала выбирается материал и его сортамент (в данном случае бронзовый пруток диаметром 65 мм). Затем задается длина заготовки с учетом припусков (64 мм), ширина реза (5 мм), норма расхода материала и масса детали по чертежу. Система рассчитывает необходимое количество материала.
Какова последовательность написания технологического процесса?
Последовательность операций следующая:
- Заготовительная (отрезка прутка на ленточнопильном станке)
- Контроль заготовки
- Токарная обработка (черновая, получистовая и чистовая)
- Контроль токарной обработки
- Фрезерная обработка (фрезеровка шестигранника)
- Слесарная зачистка
- Заключительный контроль
- Складирование готовой продукции
Какие аспекты обработки цветных металлов важно учитывать?
При обработке мягких цветных металлов, таких как бронза, латунь и алюминий, важно предупреждать образование рисок, забоин, заусенцев и срывов резьбы. Поэтому в технологический процесс рекомендуется вписывать предупреждение о недопустимости таких дефектов. Кроме того, необходимо тщательно контролировать качество поверхностей после каждой операции.